

- Как варить профильные трубы
- Способы и методы сварки профильной трубы
- Сварка профильной трубы инвертором
- Сварка тонкой профильной трубы
- Виды сварочных работ для соединения профильных труб
- Электродуговая сварка
- Выбор электродов
- Газовая сварка
- Контактная сварка
- Рекомендации по выполнению сварки профильных труб
- Как варить тонкие трубы?
- Как соединить профильную трубу под прямым углом
- Угловая струбцина для сварки. Швы радуют глаз
- Конструкция угловой струбцины для сварки
- Делаем струбцину своими руками
- Подбор электродов
- Разновидности сварных швов и соединений труб
- Предварительные работы с деталями
- Процесс сварки
- Тонкости электросварки
- Собираем соединения
- Работа с поворотными и неповоротными стыками
- Правила техники безопасности при работе со сварочным аппаратом
Как варить профильные трубы
 Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.

Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
 Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока — 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
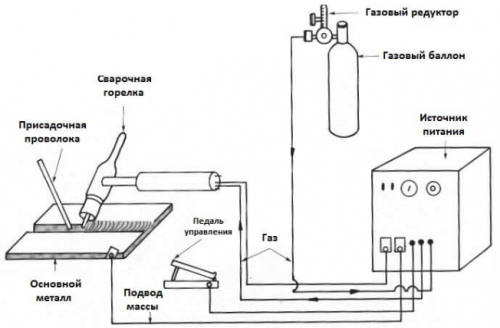
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. — 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. — диаметр 1,0-1,5 мм., толщина 2 мм. — диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества.
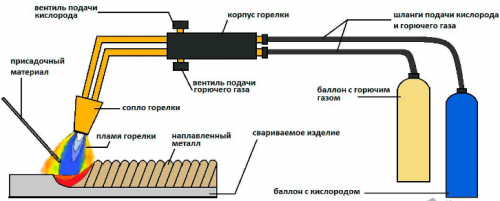
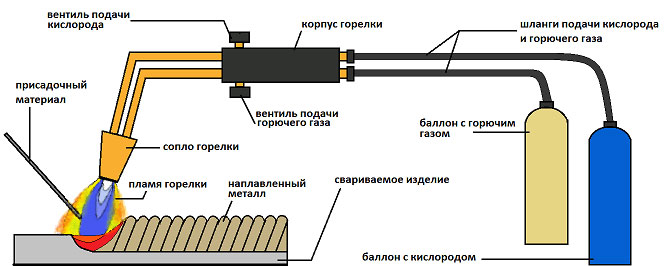
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката — проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях. Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
Сварка профильной трубы инвертором
 Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
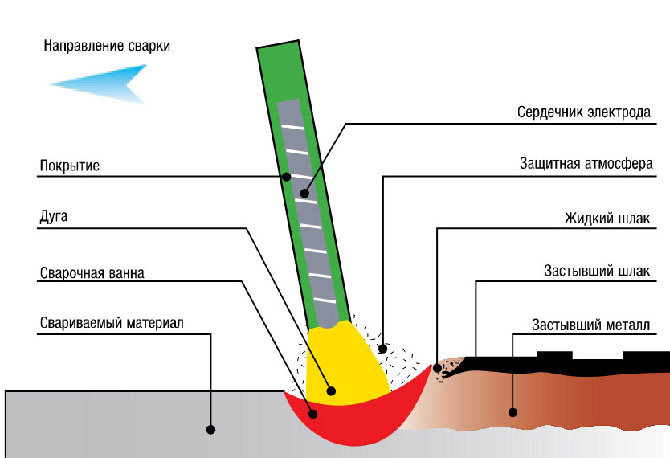
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины — трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим «точками», то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Посмотрите, как мастер варит «с опиранием» и «в отрыв».
Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
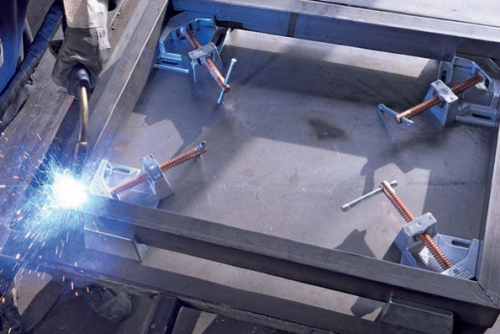
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
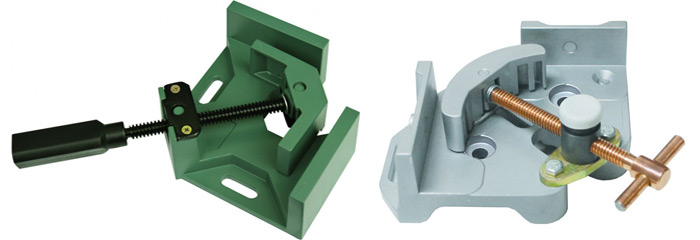
Угловая струбцина для сварки. Швы радуют глаз
 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.
Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
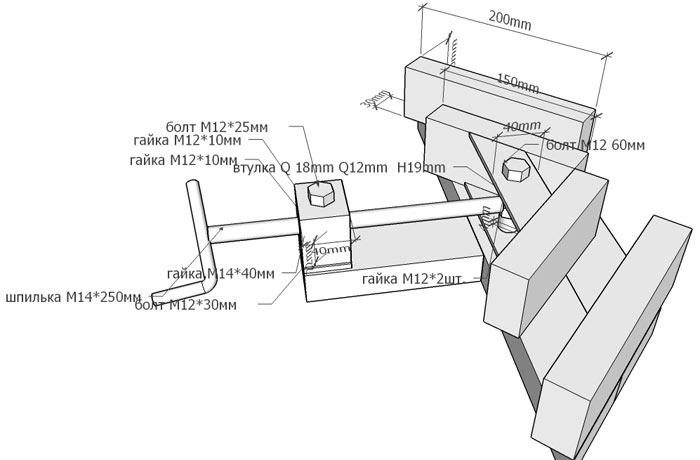
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.
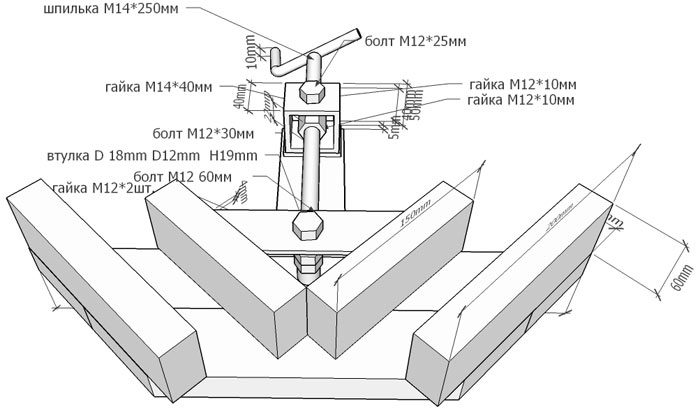
- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
- Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.
Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
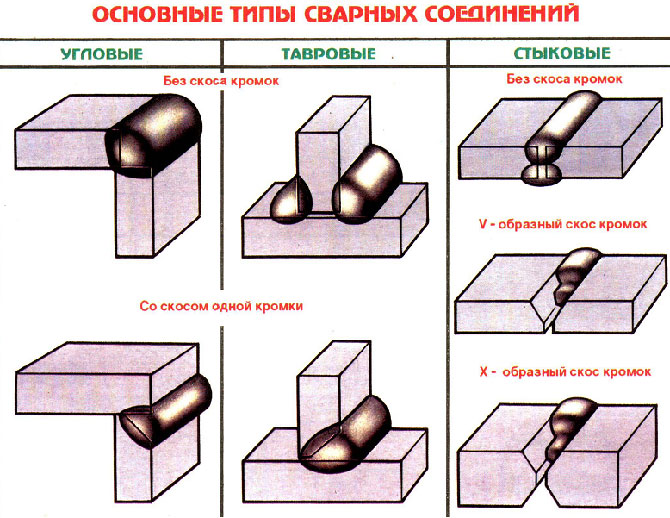
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.



